Roughing vs Finishing คืออะไร? เลือก Toolpath อย่างไรให้งาน CNC มีคุณภาพ
Roughing vs Finishing คืออะไร? เลือก Toolpath อย่างไรให้งาน CNC มีคุณภาพ
ในงาน CNC Milling การกัดชิ้นงานให้ได้ทั้งความเร็ว ความแม่นยำ และผิวงานที่ดี ไม่ได้ขึ้นอยู่กับดอกกัดหรือเครื่องจักรเพียงอย่างเดียว แต่ขึ้นอยู่กับการเลือกกลยุทธ์ Roughing และ Finishing ให้เหมาะกับรูปทรงชิ้นงาน วัสดุ และคุณภาพที่ต้องการ
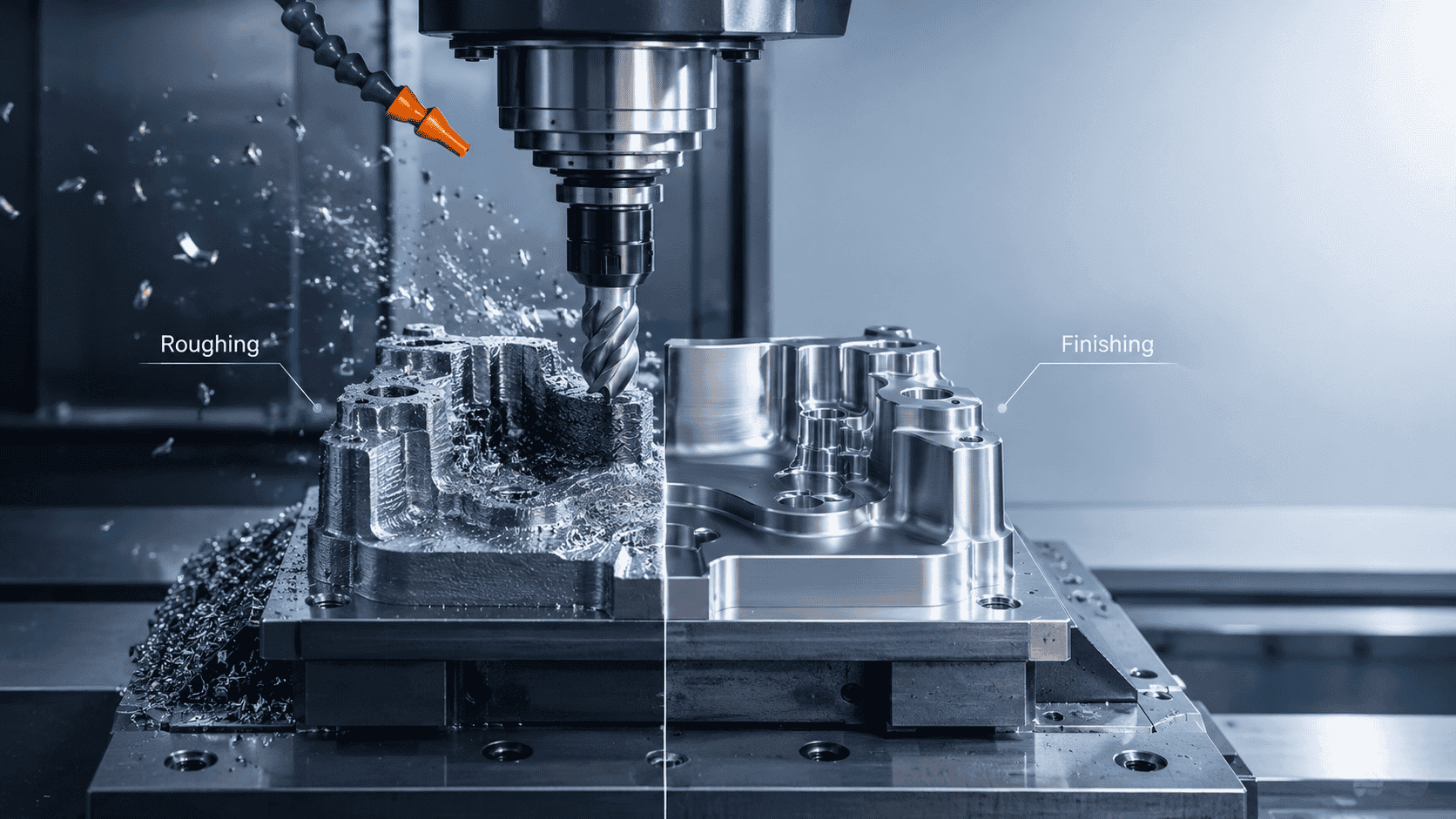
Roughing และ Finishing คือ 2 ขั้นตอนหลักของงานกัด CNC
หากมองให้ง่าย Roughing คือขั้นตอนที่เน้นเอาเนื้อวัสดุออกให้เร็วและปลอดภัย ส่วน Finishing คือขั้นตอนเก็บผิว เก็บขนาด และทำให้ชิ้นงานได้คุณภาพตามแบบ
Roughing คืออะไร?
Roughing หรือการกัดหยาบ คือการกัดเพื่อตัดเนื้อวัสดุออกจำนวนมากในเวลาสั้นที่สุด โดยทั่วไปจะใช้ระยะกินลึกหรือ Step-over มากกว่า Finishing และยอมให้ผิวงานยังไม่เรียบในขั้นตอนนี้
Finishing คืออะไร?
Finishing หรือการกัดละเอียด คือการกัดเก็บผิวและขนาดสุดท้ายของชิ้นงาน เน้นความแม่นยำ ความเรียบของผิว และรายละเอียดของรูปทรงมากกว่าความเร็วในการตัดเนื้อ
Stock Allowance คืออะไร?
Stock Allowance คือเนื้อวัสดุที่ตั้งใจเหลือไว้หลัง Roughing เพื่อให้ Finishing มีเนื้อให้เก็บอย่างสม่ำเสมอ ช่วยให้ผิวสวยขึ้น ขนาดนิ่งขึ้น และลดความเสี่ยงจากการสั่น
Roughing vs Finishing ต่างกันอย่างไร?
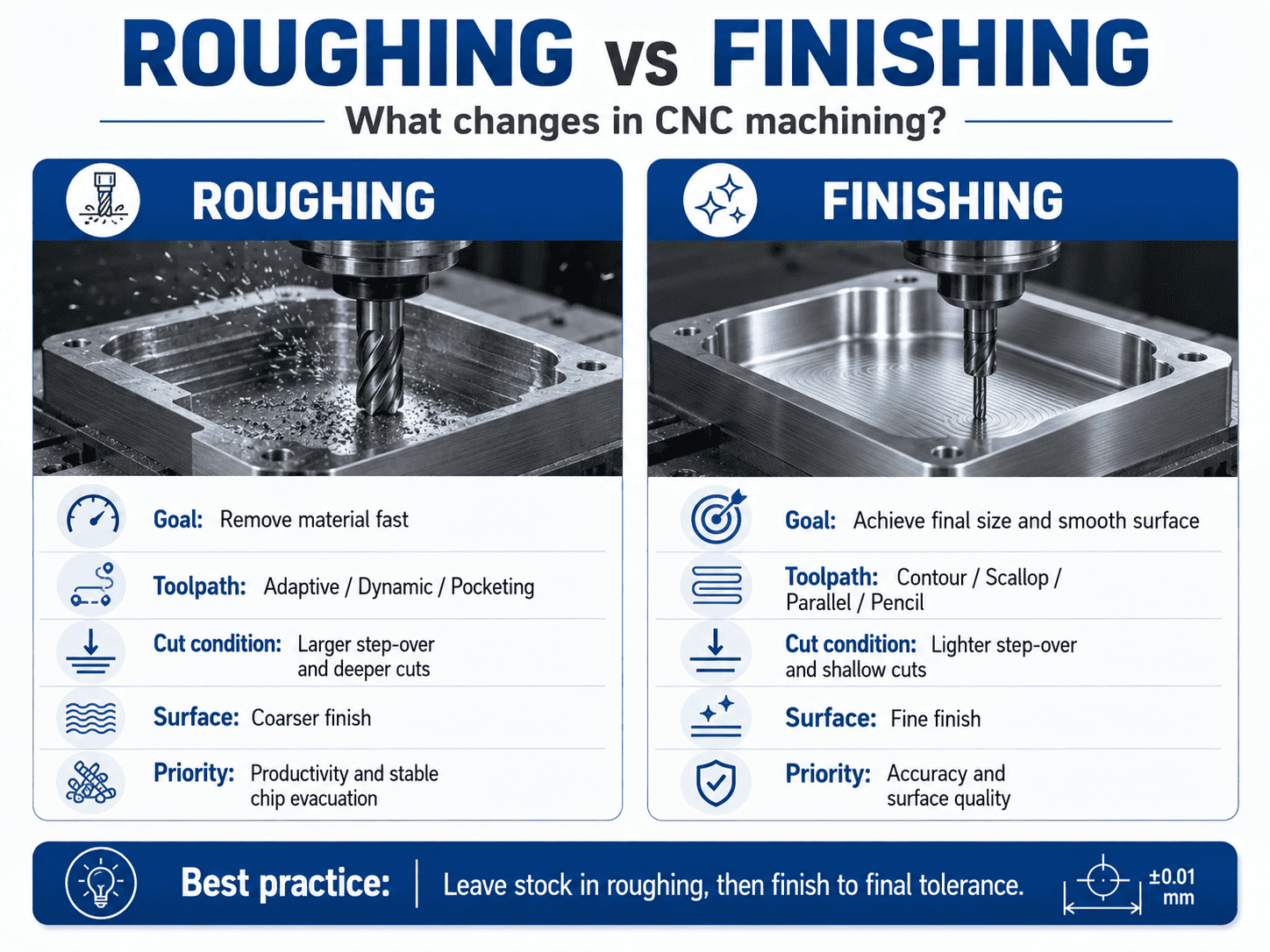
ความแตกต่างหลักไม่ได้อยู่ที่ชื่อ Toolpath เท่านั้น แต่อยู่ที่เป้าหมายของงาน เงื่อนไขการตัด ระยะเผื่อผิว และระดับคุณภาพที่ต้องการในแต่ละขั้นตอน
| หัวข้อ | Roughing | Finishing |
|---|---|---|
| เป้าหมาย | ตัดเนื้อวัสดุออกให้เร็วและปลอดภัย | เก็บขนาด เก็บผิว และเก็บรายละเอียดสุดท้าย |
| ลักษณะการตัด | Step-over มากกว่า, Depth of Cut ลึกกว่า, โหลดตัดสูงกว่า | Step-over น้อยกว่า, กัดเบากว่า, เน้นความนิ่งของผิว |
| ผิวงาน | ผิวหยาบกว่า ยังมีรอย Toolpath ได้ | ผิวเรียบกว่า รอยคมตัดสม่ำเสมอและละเอียดกว่า |
| Toolpath ที่พบบ่อย | Adaptive Clearing, Dynamic Milling, Pocketing, Rest Roughing | Contour, Scallop, Parallel, Pencil, Horizontal |
| สิ่งที่ต้องคุม | Chip Evacuation, Tool Load, ความร้อน, การสั่น | Tolerance, Surface Finish, Tool Deflection, Stock คงเหลือ |
เลือก Toolpath อย่างไรให้เหมาะกับงาน CNC?
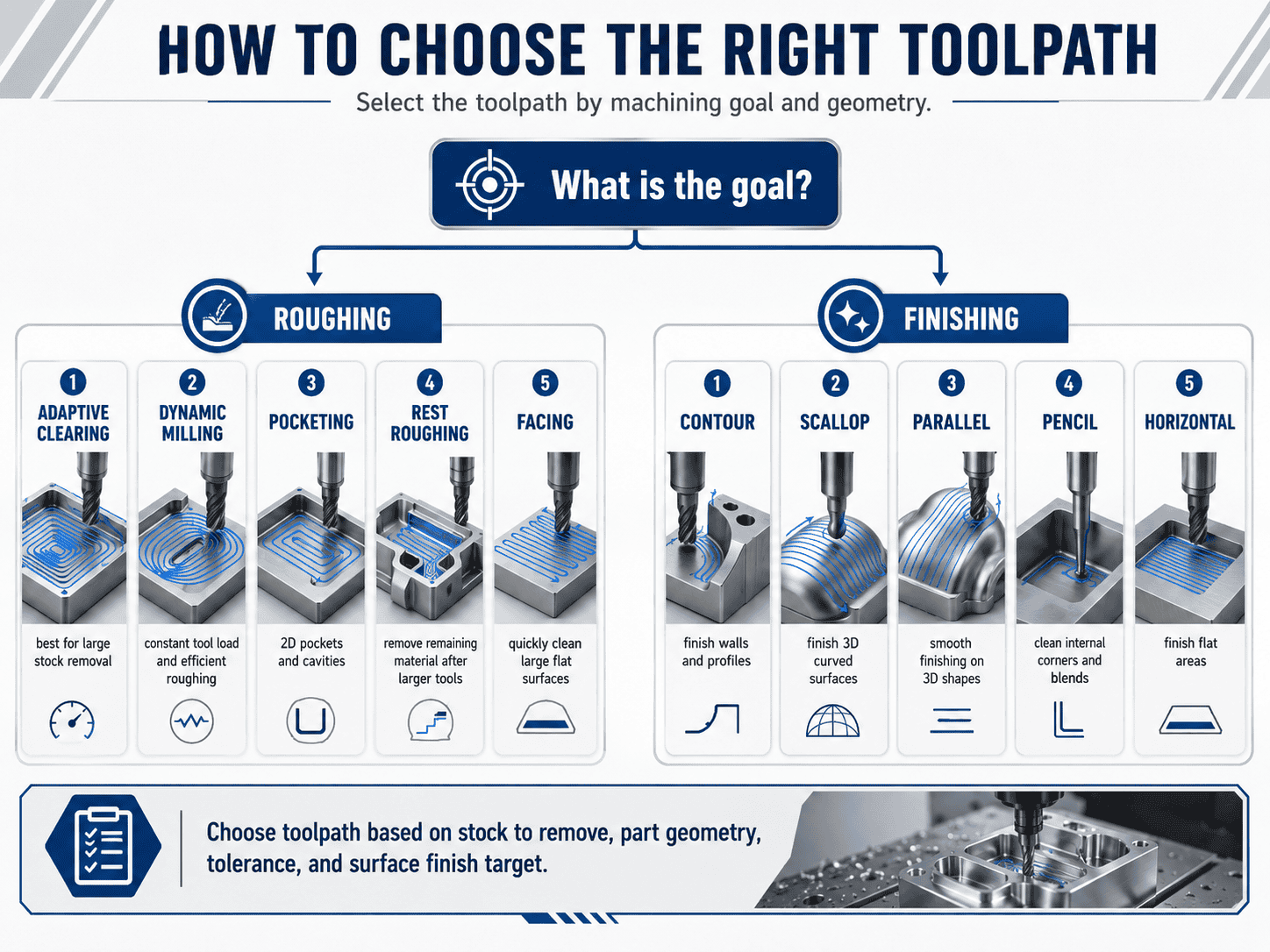
การเลือก Toolpath ควรเริ่มจากคำถามว่า “ตอนนี้ต้องการตัดเนื้อออกเร็ว หรือกำลังเก็บผิวและขนาดสุดท้าย?” จากนั้นจึงเลือกกลยุทธ์ให้เหมาะกับรูปทรงชิ้นงาน
หลักคิดง่าย ๆ ก่อนเลือก Toolpath
ถ้างานยังมีเนื้อวัสดุเยอะ ให้เลือกกลยุทธ์ Roughing ที่คุมโหลดตัดได้ดี ถ้างานใกล้ได้ขนาดสุดท้ายแล้ว ให้ใช้ Finishing Toolpath ที่เหมาะกับผิวและรูปทรง
เลือกจากปริมาณเนื้อที่ต้องตัด
ถ้า Stock เหลือมาก ควรใช้ Roughing Toolpath ที่เหมาะกับการกินเนื้อและการคายเศษ เช่น Adaptive หรือ Dynamic
เลือกจากรูปทรงชิ้นงาน
งาน Pocket, Wall, Surface 3D, Corner หรือ Flat Area ควรใช้ Toolpath แตกต่างกัน เพื่อให้ดอกกัดเข้าถึงพื้นที่ได้เหมาะสม
เลือกจากคุณภาพผิวที่ต้องการ
ถ้าต้องการผิวละเอียด ควรใช้ Step-over น้อยลง เลือกดอกเหมาะสม และใช้ Finishing Pass ที่สม่ำเสมอ
Workflow ที่ดี: Roughing → Leave Stock → Finishing
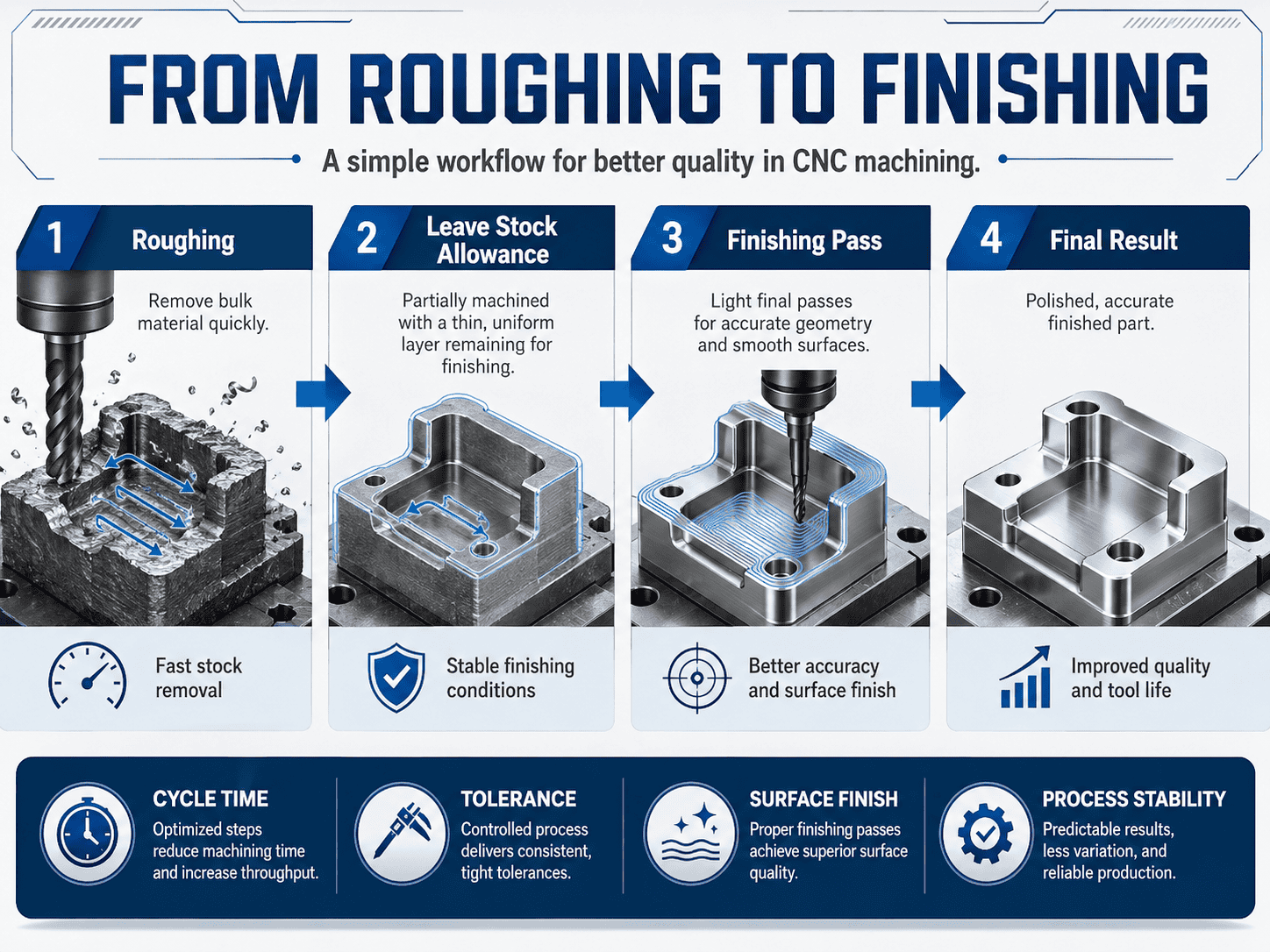
หลักการที่นิยมใช้ในงาน CNC คุณภาพสูง คือไม่กัดให้ถึงขนาดสุดท้ายทันทีในรอบ Roughing แต่จะเหลือ Stock ไว้ให้ Finishing เก็บอย่างสม่ำเสมอ
Roughing
ตัดเนื้อวัสดุจำนวนมากออกให้เร็ว โดยคุมโหลดดอกและการคายเศษให้เสถียร
Leave Stock Allowance
เหลือเนื้อไว้บางส่วน เช่น ผนังและพื้น เพื่อให้ Finishing มีเนื้อให้เก็บอย่างสม่ำเสมอ
Finishing Pass
ใช้รอบเก็บผิวแบบเบาและนิ่ง เพื่อให้ขนาดแม่นยำ ผิวเรียบ และลดรอยคมตัด
Final Result
ได้ชิ้นงานสำเร็จที่มีคุณภาพผิวดีขึ้น ขนาดคุมง่ายขึ้น และลดความเสี่ยงงานเสีย
อยากให้งาน CNC มีคุณภาพ ควรควบคุมอะไรบ้าง?
ต่อให้เลือก Toolpath ถูกแล้ว คุณภาพชิ้นงานยังขึ้นอยู่กับค่าตัด เงื่อนไขจับยึด ความยาวยื่นดอก และการจำลอง Toolpath ก่อนผลิตจริง
Speed / Feed
ตั้ง Cutting Speed, RPM, Feed Rate และ Feed per Tooth ให้เหมาะกับวัสดุ ดอกกัด และลักษณะ Toolpath
Step-over / Step-down
Roughing ใช้ค่าได้มากกว่า แต่ Finishing ควรลด Step-over เพื่อให้รอยคมตัดละเอียดและผิวสม่ำเสมอ
Tool Selection
เลือกชนิดดอก ขนาดดอก จำนวนฟัน ความยาวยื่น และ Coating ให้เหมาะกับวัสดุและผิวงานที่ต้องการ
Simulation
ตรวจสอบ Toolpath ด้วย Backplot, Verify หรือ Machine Simulation เพื่อลดความเสี่ยงชน งานเสีย และตั้งค่าผิด
คำแนะนำสำคัญ
งานที่ต้องการผิวสวยและขนาดแม่น ไม่ควรใช้ Roughing กัดจนถึงขนาดสุดท้ายในครั้งเดียว ควรเผื่อ Stock แล้วใช้ Finishing Pass เพื่อควบคุมผิวและ Tolerance ให้ดีขึ้น
- Roughing เน้นเอาเนื้อออกเร็ว แต่ต้องคุมโหลดดอกและเศษตัด
- Finishing เน้นความนิ่ง ความละเอียด และขนาดสุดท้าย
- Stock Allowance ที่สม่ำเสมอช่วยให้ผิวงานและขนาดคุมง่ายขึ้น
ข้อผิดพลาดที่พบบ่อยในการเลือก Roughing และ Finishing
ไม่เหลือ Stock สำหรับ Finishing
ถ้า Roughing กัดจนเกือบถึงขนาดสุดท้ายมากเกินไป Finishing จะไม่มีเนื้อให้เก็บอย่างสม่ำเสมอ ทำให้ผิวไม่สวยและขนาดคุมยาก
ใช้ Toolpath เดียวทำทุกอย่าง
Toolpath สำหรับกินเนื้อเร็วไม่จำเป็นต้องเหมาะกับการเก็บผิว และ Toolpath สำหรับเก็บผิวก็อาจไม่เหมาะกับการกัดหยาบหนัก
ไม่จำลองงานก่อน Post G-code
การไม่ตรวจสอบ Toolpath อาจทำให้เกิดการชน เหลือเนื้อผิดจุด กัดอากาศ หรือเกิดรอยที่ไม่ต้องการบนผิวงานจริง
บทความและหน้าที่เกี่ยวข้อง
ต้องการเลือก Toolpath และตั้งค่าตัดให้เหมาะกับงานจริง?
ทีม Leadsoft ช่วยให้โรงงานใช้งาน Mastercam ได้อย่างเป็นระบบ ตั้งแต่การเลือก Toolpath, การตั้งค่า Speed / Feed, การทำ Post Processor, การตรวจสอบ Simulation และการอบรมทีมงานให้ใช้งานจริงได้มั่นใจ
คำถามที่พบบ่อยเกี่ยวกับ Roughing และ Finishing
Roughing กับ Finishing ต่างกันอย่างไร?
Roughing คือการกัดหยาบเพื่อเอาเนื้อวัสดุออกอย่างรวดเร็ว ส่วน Finishing คือการกัดละเอียดเพื่อเก็บขนาดสุดท้ายและคุณภาพผิวของชิ้นงาน
ทำไมต้องเหลือ Stock Allowance ก่อน Finishing?
การเหลือ Stock Allowance ช่วยให้ Finishing มีเนื้อวัสดุให้เก็บอย่างสม่ำเสมอ ลดปัญหาผิวไม่เรียบ ลดการสั่น และช่วยให้ขนาดชิ้นงานคุมได้ง่ายขึ้น
Toolpath แบบไหนเหมาะกับ Roughing?
งาน Roughing มักใช้ Adaptive Clearing, Dynamic Milling, Pocketing หรือ Rest Roughing เพราะช่วยตัดเนื้อออกได้เร็วและคุมโหลดตัดได้ดี
Toolpath แบบไหนเหมาะกับ Finishing?
งาน Finishing มักใช้ Contour, Scallop, Parallel, Pencil หรือ Horizontal ขึ้นอยู่กับว่าต้องการเก็บผนัง เก็บพื้น เก็บผิว 3D หรือเก็บมุมภายใน
Roughing สามารถกัดจนจบงานได้เลยไหม?
ทำได้ในบางงานที่ไม่เน้นผิวหรือขนาดละเอียดมาก แต่ถ้าต้องการคุณภาพชิ้นงานดี ควรแยก Roughing และ Finishing ออกจากกัน เพื่อให้ควบคุมผิวและ Tolerance ได้ดีกว่า